
Biologics and vaccines are among the most sensitive pharmaceutical products in modern medicine. They contain complex molecules that can lose activity when exposed to heat, moisture, or mechanical stress. Preserving their stability during storage and transport is therefore a central concern for manufacturers and healthcare systems.
 Follow us
Follow us Follow us
Follow usLyophilization, also known as freeze-drying, addresses this challenge through controlled removal of water under low temperature and pressure. The process relies on specialized lyophilizer equipment that allows delicate biological structures to remain intact while achieving long shelf life and reliable reconstitution at the point of use.
Fundamentals of Lyophilization
Lyophilization is a dehydration process designed to remove water without passing through the liquid phase. It is particularly effective for proteins, peptides, live attenuated vaccines, and other moisture-sensitive formulations. Each stage of the process is engineered to limit chemical degradation and physical stress.
Freezing Stage
The freezing stage converts the formulation into a solid matrix. Temperature reduction must be carefully controlled to avoid excessive ice crystal growth, which can disrupt protein structure. Rapid freezing generally produces smaller ice crystals, resulting in a more uniform pore structure after drying.
RECOMMENDED FOR YOU



CoinKnow Review 2026: Is This the Best Coin Identifier App for US Coin Beginners?
Team SR
Mar 23, 2026
Cryoprotectants such as sugars and polyols are often added during formulation. These excipients stabilize proteins by forming hydrogen bonds that replace water interactions. As a result, the biological activity of the product is preserved throughout subsequent processing steps.
Primary Drying
Primary drying removes ice through sublimation under reduced pressure. Heat input is applied gradually to drive sublimation without melting the frozen matrix. Shelf temperature and chamber pressure are tightly regulated to remain below the critical collapse temperature of the formulation.
This stage accounts for the majority of water removal. Improper control can cause structural collapse or loss of cake integrity, which negatively affects reconstitution time and dose uniformity. Process monitoring tools such as pressure rise tests support consistent outcomes.
Secondary Drying
Secondary drying eliminates residual bound water that remains after sublimation. This moisture is removed through desorption at higher temperatures, still under vacuum. The goal is to reach a moisture level low enough to inhibit degradation reactions such as hydrolysis.
Residual moisture content directly influences long-term stability. Excess water can accelerate chemical reactions, while overly aggressive drying may damage sensitive molecules. Balanced secondary drying conditions ensure optimal stability without compromising product quality.
Key process parameters controlled during lyophilization include:
- Shelf temperature profiles across all stages
- Chamber pressure during sublimation and desorption
- Formulation composition and excipient selection
- Critical temperatures such as collapse and eutectic points.
Protection of Biologics and Vaccines
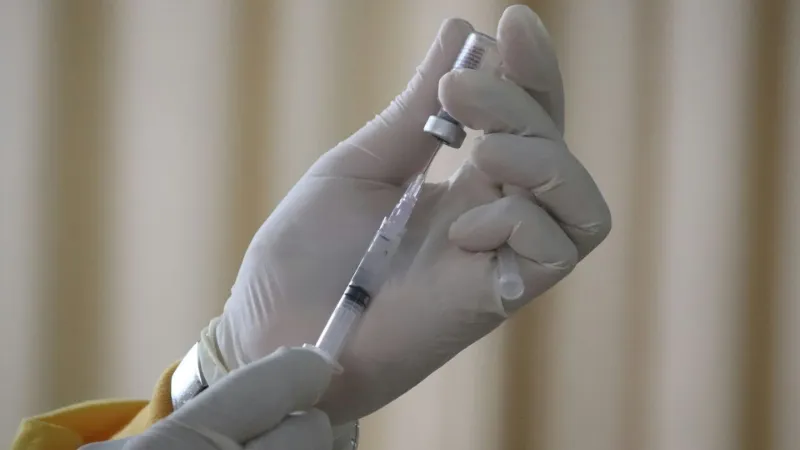
Lyophilization protects biologics by reducing molecular mobility and limiting exposure to reactive water. In the solid state, proteins and viral particles are less prone to denaturation, aggregation, or chemical modification. This preservation mechanism is essential for products that cannot tolerate conventional drying or refrigeration alone.
Vaccines benefit significantly from freeze-drying because it improves thermal stability during distribution. Many lyophilized vaccines can withstand temperature excursions better than liquid formulations. This characteristic supports broader access in regions with limited cold chain infrastructure.
Excipients play a central role in stabilizing biological materials during freeze-drying. Sugars such as sucrose and trehalose form amorphous glassy matrices that immobilize proteins. Buffer systems maintain pH stability, while surfactants reduce surface-induced denaturation.
Advantages of lyophilized biologics and vaccines include:
- Extended shelf life under refrigerated or ambient conditions
- Improved resistance to temperature fluctuations during transport
- Rapid and predictable reconstitution before administration
- Reduced need for continuous cold storage.
Container Closure and Packaging Integrity
The performance of a lyophilized product depends heavily on container closure systems. Vials, stoppers, and seals must prevent moisture ingress while maintaining sterility throughout shelf life. Even minimal water exposure can compromise stability after drying.
Stopper composition influences gas permeability and reconstitution behavior. Elastomers with low moisture transmission rates are preferred for sensitive biologics. Proper stoppering under vacuum and validated sealing processes ensure that the dried product remains protected during storage and distribution.
Manufacturing and Process Control Considerations
Successful lyophilization requires tight integration between formulation development and process engineering. Equipment configuration, vial type, and fill volume influence heat and mass transfer during drying. These factors directly affect cycle duration and product uniformity.
Process analytical technologies support real-time monitoring of critical parameters. Temperature probes, pressure sensors, and residual moisture analysis allow manufacturers to detect deviations early. Robust validation strategies ensure repeatable performance across commercial batches.
Regulatory and Quality Expectations
Regulatory agencies place strong emphasis on lyophilization process control and product consistency. Documentation must demonstrate that critical quality attributes remain stable throughout shelf life. This includes evidence of physical appearance, potency, and reconstitution behavior.
Quality systems must address risks related to contamination, container closure integrity, and moisture ingress. Stability studies under defined storage conditions confirm that the freeze-dried product maintains its intended performance. Clear alignment between regulatory requirements and manufacturing practices supports successful product approval.
From Stability to Patient Readiness
Lyophilization supports consistent dosing and ease of use in clinical settings. Reconstitution with sterile water or diluent restores the product to its intended concentration without loss of potency. Uniform cake structure ensures that dissolution occurs evenly and reliably.
From a manufacturing perspective, freeze-drying enables global distribution of advanced therapies. Careful process development aligns formulation science with equipment capabilities. As a result, biologics and vaccines reach patients in a stable, effective form and reinforce confidence in their safety and performance.
Recommended Stories for You

Team SR Feb 7, 2026
Team SR Nov 13, 2025


Team SR Apr 25, 2025

Team SR Mar 20, 2026

Team SR Dec 22, 2025
Trending Stories

How SMEs Can Use Workforce Data Without Overcomplicating HR

Why a Security-First Culture Matters in Early-Stage Companies

Top Tips for Building Up Your Welding Business
How Smarter Energy Choices Are Changing the Way We Live

Connecting Your Monitor with Reliable Video Quality

Designing Work Around Life: Rethinking Flexibility in Global Teams

What Is an Online Business Networking Platform and How Does It Work?

Digital Solutions That Help Businesses Flourish in the Online World